NEWS

Search by posts
Calendar
Industry News
 By Admin
By Admin
What Fibre Is Cotton? Properties, Uses & Recycling Guide
Content
- 1 What Fibre Is Cotton? The Direct Answer
- 2 The Physical Structure of Cotton Fibre
- 3 Key Physical and Chemical Properties of Cotton Fibre
- 4 Cotton vs. Other Fibres: How It Compares
- 5 The Environmental Footprint of Virgin Cotton Production
- 6 What Does It Mean to Recycle Cotton?
- 7 The Environmental Case for Recycled Cotton
- 8 Challenges Facing the Recycle Cotton Industry
- 9 How Brands and Retailers Are Using Recycled Cotton
- 10 How to Identify and Buy Recycled Cotton Products
- 11 The Future of Cotton: Circular Systems and Innovation
What Fibre Is Cotton? The Direct Answer
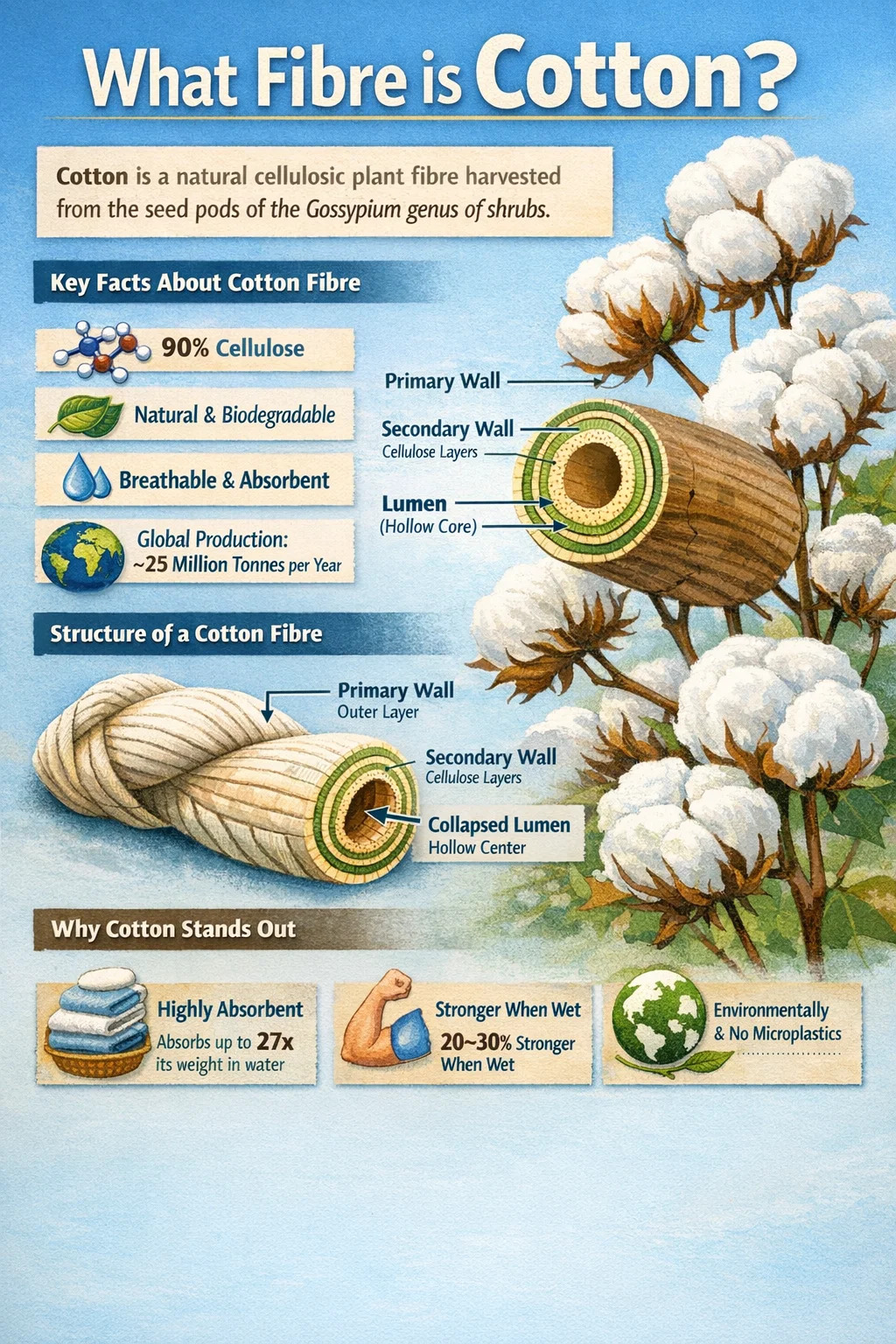
Cotton is a natural cellulosic plant fibre harvested from the seed pods of the Gossypium genus of shrubs. It belongs to the broader category of natural fibres, sitting alongside linen, jute, and hemp, but it is far and away the most commercially significant of them all. The fibre itself is composed of roughly 90% cellulose, with the remainder made up of water, waxes, proteins, and mineral salts. Each cotton fibre is a single elongated plant cell, collapsed and twisted, giving it the natural crimp that locks fibres together during spinning.
Unlike synthetic fibres such as polyester or nylon, which are derived from petrochemicals through industrial polymerisation, cotton grows directly on a plant. This biological origin is what makes cotton breathable, absorbent, and biodegradable under the right conditions. It also means that, unlike synthetic fibres, cotton can enter recycling and composting streams without releasing microplastics.
Globally, cotton accounts for approximately 24% of all fibre used in the textile industry, making it the single most widely used natural fibre in the world. In 2022–2023, world cotton production reached around 25 million metric tonnes. The leading producers are China, India, the United States, Brazil, and Pakistan.
The Physical Structure of Cotton Fibre
Understanding what fibre is cotton at a structural level explains why it behaves so differently from manufactured fibres. A mature cotton fibre has a layered architecture:
- Primary wall: The outermost layer, thin and composed of cellulose microfibrils arranged in a crossed network. This layer determines the fibre's surface properties.
- Secondary wall: The thickest layer, built up as the fibre matures. It consists of cellulose fibrils wound in a spiral pattern. This layer is primarily responsible for the fibre's strength.
- Lumen: The hollow central canal running the length of the fibre. In a living fibre, this is filled with cytoplasm. After drying, the lumen collapses, giving cotton its characteristic kidney-shaped cross-section and the twisting (convolutions) visible under a microscope.
Those convolutions — between 150 and 500 twists per inch in a mature fibre — are critical. They act like tiny hooks that interlock during spinning, creating a yarn with much greater cohesion than smooth fibres of comparable length. Longer fibres, such as those from Egyptian or Pima cotton (Gossypium barbadense), have finer diameters and more convolutions, producing smoother, stronger, more lustrous yarns.
Fibre Length and Grade Classification
Cotton is commercially graded by staple length, micronaire (fineness and maturity), strength, and colour. The USDA classification system places fibres into categories ranging from short staple (less than 1 inch / 25 mm) up to extra-long staple (above 1.375 inches / 35 mm). Extra-long staple (ELS) cottons represent less than 3% of global production but command premium prices because they produce finer, stronger yarns.
| Category | Staple Length | Typical Species | Common End Use |
|---|---|---|---|
| Short Staple | < 1 inch (25 mm) | G. arboreum, G. herbaceum | Industrial textiles, low-grade yarns |
| Medium Staple | 1–1.125 inches | G. hirsutum (Upland) | Most apparel and home textiles |
| Long Staple | 1.125–1.375 inches | G. hirsutum (premium) | High-quality shirts, bed sheets |
| Extra-Long Staple (ELS) | > 1.375 inches (35 mm) | G. barbadense (Pima, Egyptian) | Luxury apparel, surgical products |
Key Physical and Chemical Properties of Cotton Fibre
The reason cotton has dominated global textile production for millennia is that its natural properties align closely with what people actually want from fabric. These properties are not marketing language — they are measurable characteristics that flow directly from the fibre's cellulosic chemistry.
Moisture Absorption and Wicking
Cotton can absorb up to 27 times its own weight in water. The hydroxyl groups (–OH) in cellulose are strongly hydrophilic, drawing moisture into the fibre structure rapidly. This makes cotton the material of choice for towels, nappies, and medical gauze. However, because moisture is absorbed into the fibre rather than sitting on the surface, wet cotton dries more slowly than some synthetics. In warm, humid climates, this absorbency is a comfort advantage; in cold, wet outdoor conditions, it can be a disadvantage compared to wool or synthetic fleece.
Tensile Strength and Durability
Cotton's tensile strength is moderate among natural fibres — typically 3.0–4.9 grams per denier (g/d) when dry. Crucially, it is one of the few fibres that becomes stronger when wet, gaining approximately 20–30% in tensile strength upon wetting. This property is what makes cotton ideal for repeated machine washing. By comparison, wool loses around 30% of its strength when wet. Cotton fabric can withstand thousands of wash cycles without significant fibre degradation, provided it is not exposed to sustained high heat or bleach.
Thermal Properties
Cotton is not thermoplastic. It does not melt when exposed to heat; instead, it scorches at around 150°C (302°F) and ignites at approximately 255°C (491°F). This makes it safe for high-temperature ironing compared to many synthetics, which can melt at similar temperatures. However, the non-thermoplastic nature also means cotton fabrics cannot be heat-set into permanent shapes the way polyester can — cotton garments wrinkle and require ironing or chemical finishing to maintain a smooth appearance.
Chemical Resistance
Cotton has good resistance to most organic solvents but is damaged by strong acids. Concentrated sulfuric acid destroys cotton rapidly (this reaction is actually exploited commercially in devoré fabric production). Dilute acids cause gradual degradation over time. Cotton is resistant to alkalies — caustic soda (sodium hydroxide) actually causes cotton fibres to swell in a process called mercerisation, which increases lustre, dye uptake, and tensile strength. Cotton dyes well with reactive, vat, and direct dye classes due to the abundance of hydroxyl groups available for dye bonding.
Cotton vs. Other Fibres: How It Compares
Knowing what fibre is cotton becomes more meaningful when placed in context against the other major fibres it competes with on the market.
| Property | Cotton | Polyester | Wool | Linen |
|---|---|---|---|---|
| Origin | Plant (cellulosic) | Synthetic (petrochemical) | Animal (protein) | Plant (cellulosic) |
| Moisture absorption | Very high (8–27%) | Very low (~0.4%) | High (10–17%) | High (10–12%) |
| Breathability | Excellent | Poor (unless treated) | Excellent | Excellent |
| Biodegradability | Yes (months to years) | No (decades to centuries) | Yes (months) | Yes (weeks to months) |
| Microplastic release | None | Yes (per wash) | None | None |
| Wrinkle resistance | Low | Very high | High | Very low |
| Recyclability | High (mechanical & chemical) | Moderate (chemical) | Moderate (mechanical) | Moderate (mechanical) |
Cotton-polyester blends (polycotton) are extremely common in mass-market clothing because they combine polyester's wrinkle resistance and durability with cotton's breathability and comfort. A typical 65/35 polyester-cotton blend costs less to produce than pure cotton and holds its shape better after washing. The tradeoff is reduced breathability, reduced biodegradability, and, critically, much greater difficulty in recycling — because the two fibre types must be separated before either can be effectively processed.
The Environmental Footprint of Virgin Cotton Production
Cotton's natural origin does not automatically make it environmentally benign. Conventional cotton production is resource-intensive, and understanding this reality is the essential backdrop for why recycle cotton initiatives have gained such momentum.
- Water use: Producing 1 kg of cotton lint requires approximately 10,000–20,000 litres of water when accounting for rain and irrigation. A single pair of jeans represents roughly 7,500–10,000 litres. The Aral Sea disaster — where the lake shrank to 10% of its original size largely due to Soviet-era cotton irrigation — remains the most extreme documented case of cotton agriculture's hydrological impact.
- Pesticide use: Cotton occupies roughly 2.5% of the world's cultivated land but historically accounted for 16% of global insecticide use. Although the widespread adoption of Bt (Bacillus thuringiensis) transgenic cotton has reduced insecticide use substantially in countries like China and India, fungicides and herbicides remain significant inputs.
- Land use: Global cotton cultivation covers approximately 30–35 million hectares annually. This land competes with food crops and natural habitats.
- Carbon footprint: Producing 1 kg of conventional cotton generates approximately 1.8 kg of CO₂ equivalent when considering cultivation, ginning, and processing to fibre stage. This rises substantially through dyeing, finishing, and garment manufacturing.
These figures make the case that simply producing more virgin cotton is not a sustainable pathway for a textile industry that consumes over 80 billion garments per year. The logic of recycle cotton — diverting existing fibre from landfill and re-entering it into the production chain — becomes economically and ecologically compelling when set against this backdrop.
What Does It Mean to Recycle Cotton?
To recycle cotton means to take post-consumer or post-industrial cotton textiles and process them back into usable fibre, yarn, or raw material without starting from scratch with a new crop. The term covers several distinct processes, each with different outputs, quality profiles, and appropriate end uses.
Mechanical Recycling of Cotton
Mechanical recycling is the oldest and most established method. Collected cotton garments or industrial textile offcuts are first sorted by colour and fibre composition, then fed into shredding machines that tear the fabric back into loose fibres. These fibres are then re-carded and respun into new yarn. The process is relatively straightforward and does not require chemicals, but it has a significant drawback: fibre length is dramatically shortened with each recycling cycle. Virgin cotton fibres may average 25–35 mm in length; after mechanical recycling, average length can drop to 8–12 mm. Shorter fibres produce weaker, coarser yarns that require blending with virgin cotton or other fibres to achieve acceptable tensile properties.
Mechanical recycled cotton is commonly used in products like denim (Recover™, for instance, uses mechanically recycled cotton to produce recycled cotton yarn that is blended with up to 30% recycled polyester to compensate for shortened fibre length), knitwear, insulation materials, acoustic panels, and industrial wiping cloths. Companies like Renewlone and I:CO have built large-scale mechanical sorting and recycling operations in Europe and Asia.
Chemical Recycling of Cotton
Chemical recycling breaks cotton down at a molecular level — dissolving the cellulose using solvents or chemical processes and then regenerating it into new fibre. This approach preserves or even restores fibre quality, producing output that is essentially equivalent to virgin cellulosic fibre. Several technologies are at various stages of commercial scaling:
- Lyocell-style solvent spinning (e.g., Infinited Fiber, Renewcell Circulose®): Cotton waste is pulped and dissolved, then spun into new cellulosic fibre using closed-loop solvent systems. Renewcell's Circulose® has been used by H&M, Levi's, and Filippa K. Renewcell opened a commercial-scale dissolving pulp mill in Sundsvall, Sweden with a target capacity of 60,000 tonnes per year.
- Ionic liquid dissolution: Research programs at universities and companies such as Aalto University and Ioncell are developing ionic liquid solvents that can dissolve blended cotton-polyester textiles, separate the fibre types chemically, and regenerate both as new materials — addressing the blend separation problem that mechanical recycling cannot.
- Enzymatic hydrolysis: Enzymes are used to break cotton cellulose into glucose, which can then be used as a feedstock for biofuels, bio-based plastics, or re-polymerised into fibre. Worn Again Technologies has explored this route for blended fabrics.
Chemical recycling represents the most promising long-term pathway for genuine closed-loop recycle cotton systems, because it can, in theory, process cotton indefinitely without degrading fibre quality. The challenges are cost (chemical processes are more capital-intensive than mechanical shredding), the need for clean, sorted input streams, and the difficulty of processing dyed or contaminated garments at scale.
Upcycling vs. Downcycling
Not all recycle cotton pathways are equal. Downcycling converts cotton garments into lower-value products — industrial wiping cloths, mattress stuffing, insulation — that cannot themselves be recycled further. Upcycling, by contrast, aims to return cotton to apparel-quality applications. Chemical recycling is the key enabler of true upcycling. Mechanical recycling, while valuable for diverting waste from landfill, typically results in downcycled products unless blended with virgin fibre.
The Environmental Case for Recycled Cotton
The environmental benefits of choosing recycle cotton over virgin cotton are measurable and significant. Lifecycle assessment (LCA) data from multiple independent studies consistently shows substantial reductions across key impact categories.
- Water savings: Mechanically recycled cotton uses approximately 97% less water than virgin cotton production (since no irrigation is required). A 2017 study by Recover™ found that their recycled cotton yarn required only around 500 litres of water per kg, compared to the 10,000–20,000 litres per kg for virgin cotton.
- Energy reduction: Recycled cotton production uses between 45% and 60% less energy than virgin cotton production, according to figures published by the Textile Exchange.
- Carbon reduction: The Carbon Trust has found carbon savings of up to 60% when comparing recycled cotton yarn to virgin cotton yarn over equivalent functional units.
- Land use: Because recycled cotton requires no agricultural land, it relieves pressure on land that can then support food production or ecological recovery.
- Landfill diversion: The Ellen MacArthur Foundation has estimated that less than 1% of clothing is currently recycled into new clothing. The vast majority of discarded textiles — including cotton — ends up in landfill or is incinerated. Scaling recycle cotton infrastructure is one of the most immediate levers available to reduce this waste.
These numbers make a compelling case, but they come with a caveat: the environmental benefit of recycle cotton depends heavily on the energy source used in the recycling process, the transport distances involved, and whether the recycled material actually displaces virgin production or simply supplements it.
Challenges Facing the Recycle Cotton Industry
Despite the clear environmental logic and growing commercial interest, scaling recycle cotton faces real and persistent obstacles. Anyone working in or procuring from this space needs to understand these challenges without softening them.
Collection and Sorting Infrastructure
Recycling cotton at scale requires a reliable supply of collected, sorted post-consumer textiles. Current collection rates in developed markets are low — the EU estimates that only around 15–20% of discarded clothing in Europe is collected for reuse or recycling, and a significant portion of that is exported to secondhand markets in Africa and Asia rather than recycled. The EU's Textile Strategy mandates separate collection of textiles in all member states by 2025, which will dramatically increase the volume of material available for recycling, but the infrastructure for sorting and processing that material is not yet in place.
Blended Fabric Complexity
A very large proportion of cotton garments are blended with polyester, elastane, nylon, or other fibres. A typical stretch denim, for instance, might be 98% cotton and 2% elastane — and that 2% elastane is enough to cause significant problems in both mechanical and most chemical recycling processes. Elastane (spandex / Lycra) is particularly problematic because it does not dissolve in the same solvents as cotton. Until cost-effective fibre separation technologies are commercially deployed at scale, blended fabrics represent a major bottleneck for the recycle cotton supply chain.
Quality and Cost Premium
Mechanically recycled cotton yarn is currently more expensive than virgin cotton yarn on a per-kg basis in many markets, despite requiring no agricultural inputs. This counterintuitive situation reflects the fragmented collection infrastructure, manual sorting labour costs, and the lower yarn counts (coarser yarns) achievable from shortened recycled fibres. Chemically recycled cotton is even more expensive at this stage of commercial development. Until volumes scale and processes optimise, recycled cotton will carry a cost premium that many brands and consumers are not yet willing to pay without policy incentives or regulatory pressure.
Greenwashing Risk
The term "recycled cotton" is used inconsistently in the market. Some brands use it to refer to post-consumer waste (old garments); others use it for post-industrial waste (factory offcuts), which requires far less complex collection and sorting. Post-industrial waste has been available to mills for decades and is not a meaningful contribution to solving the post-consumer textile waste problem. The Global Recycled Standard (GRS) and Textile Exchange's Recycled Claim Standard (RCS) exist to provide third-party verification, but compliance is voluntary and auditing varies.
How Brands and Retailers Are Using Recycled Cotton
The commercial adoption of recycle cotton has accelerated significantly since 2018, driven by a combination of sustainability commitments, consumer demand, and emerging regulation. Several high-profile programmes illustrate both the progress made and the scale of what remains to be done.
- H&M Garment Collecting Programme: H&M has operated in-store collection boxes since 2013, collecting old garments regardless of brand or condition. The collected material is sorted by I:CO and either reused, mechanically recycled, or downcycled. H&M has incorporated recycled cotton into its Conscious collection, though critics have noted that the volume of recycled content remains a small fraction of the brand's total production.
- Levi's and Circulose®: Levi's partnered with Renewcell to use Circulose® (chemically recycled cotton pulp) in a limited-edition product line. The collaboration represents one of the first commercially available denim garments incorporating chemically recycled cotton at meaningful scale.
- Patagonia's Worn Wear: Patagonia takes back its own garments for repair, resale, or material recycling. Cotton items are mechanically recycled where possible and blended into new products.
- Gap Inc. and Cotton's Blue Jeans Go Green™: Blue Jeans Go Green™ is a denim recycling programme that collects old denim jeans and recycles them into housing insulation (UltraTouch™ Denim Insulation). While this is a downcycling application, it diverts millions of garments from landfill annually — over 3 million pairs of jeans collected since the programme's inception.
- Recover™ partnerships: Recover™, a Spanish recycled cotton fibre company, has supply agreements with major fast fashion brands including Zara (Inditex) and Target, supplying recycled cotton yarn blended into T-shirts, sweatshirts, and denim. They claim to have processed over 100 million garments as of 2023.
How to Identify and Buy Recycled Cotton Products
For consumers who want to actively choose recycle cotton products, the challenge is cutting through marketing language to find products with genuine recycled content and credible verification.
Certifications to Look For
- Global Recycled Standard (GRS): Third-party certification that verifies recycled content, chain of custody, social and environmental processing requirements, and chemical restrictions. Products must contain at least 20% recycled content to carry the GRS label.
- Recycled Claim Standard (RCS): Also managed by Textile Exchange. Similar to GRS but focuses solely on verifying recycled content without the additional social/environmental criteria for processing. Useful for supply chain verification but less comprehensive than GRS.
- OEKO-TEX® RECYCLED: A newer label from OEKO-TEX that verifies the recycled origin and purity of materials, complementary to their existing STANDARD 100 for chemical safety.
Questions Worth Asking Before You Buy
- Is the recycled content post-consumer (from used garments) or post-industrial (factory waste)? Post-consumer is significantly more impactful.
- What percentage of the garment is recycled cotton? A product with 5% recycled cotton and 95% virgin cotton is not meaningfully sustainable.
- Is the recycled content certified by a credible third party (GRS, RCS)?
- Does the brand operate or participate in a take-back scheme so that the garment itself can be recycled at end of life?
The Future of Cotton: Circular Systems and Innovation
The trajectory of the cotton industry over the next decade will be shaped by three converging forces: tightening regulation (particularly in the EU), advancing technology in chemical recycling, and shifting consumer expectations. Several developments are worth tracking closely.
EU Extended Producer Responsibility (EPR) for Textiles
The EU's revised Waste Framework Directive includes provisions for EPR schemes for textiles, meaning brands that sell clothing in EU markets will be financially responsible for the end-of-life management of the garments they sell. This creates a powerful economic incentive for brands to design garments that are easier to recycle cotton content from — avoiding blends, avoiding non-removable elastane, using undyed or lightly dyed fabrics — and to invest in or contract with recycling infrastructure.
Digital Product Passports
The EU Ecodesign for Sustainable Products Regulation (ESPR) mandates Digital Product Passports for textiles by 2030. Each garment will carry a digital record of its fibre composition, origin, dyestuffs, and care instructions — data that is essential for automated sorting systems at recycling facilities. This will dramatically improve the efficiency and accuracy of textile sorting, reducing contamination in recycle cotton input streams.
AI-Powered Sorting Technology
Near-infrared (NIR) spectroscopy combined with AI classification systems can now identify fibre composition in mixed textile streams at high speed — a task that previously required trained human sorters working manually. Companies like Picvisa, Fibersort (developed by Circle Economy), and Refashion are deploying these systems in sorting facilities. Accurate, high-throughput sorting is the critical upstream step that makes scaling recycle cotton economically viable.
Bio-based Processes and Enzymatic Recycling
Enzymatic depolymerisation of cotton cellulose into glucose — and subsequent re-polymerisation into new cellulosic material — remains an active area of research. If this pathway can be made commercially viable, it offers the prospect of true infinite-loop recycling of cotton at fibre-level quality, without the solvent infrastructure required by current chemical recycling technologies. Several university spinouts and biotech firms received significant venture capital funding for this space between 2020 and 2024.
The broader ambition — a circular cotton economy where fibres cycle continuously between garments, recycling facilities, and new garments with minimal virgin input — is technically achievable. The barriers are commercial and logistical, not fundamental. The decade from 2025 to 2035 is likely to be the period in which these systems either achieve commercial scale or fail to do so, with profound consequences for the environmental footprint of one of the world's most consequential agricultural industries.
Quick Links
Products
Fill in your information here
Latest News
